
针对我们的切割注胶角码提问疑惑,圆角不浪费胶的原因:
一.切割角码的2个走胶原理非常简单,①胶往低处流 ②无障碍通道。注胶时胶体首先通过导胶槽流至内90度内角,遇阻后胶体走外90度角。
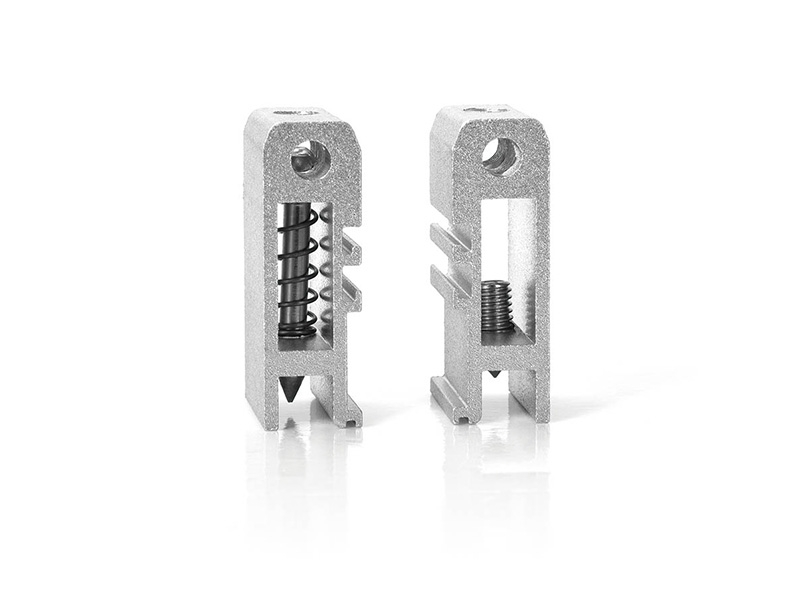
二.切割角码与型腔的间隙我们控制在10-25丝之内(标准为20丝),胶体本身的张力在两个走胶通道没有注到位的情况下不会走角码腔体,只有内外两个90度角遇到阻力的情况下,才会选择第三条通道进入角码腔体!
三 我们的角码在2.5~3秒钟内结束注胶过程,就可以满足防水要求也就是说在外90度角到达一个撞角处就满足了注胶防水要求,这时已经结束注胶过程,在没有阻力的情况下怎么会灌入角码腔体。

所以请大家不要被误导,做真正有思想的门窗人,反而铸铝角码的生产过程由于热胀冷缩的原因与型腔的间隙在50丝左右,即使销钉膨胀后也远远达不到切割角码的精度,所以仔细看铸铝角码的型腔样角都是胶体满溢,成本在7-15元之间,胶的成本远远超过角码的价格。